
How much or how little a piece of wood shrinks, depends on the wood species, orientation of growth rings and changes in moisture content.
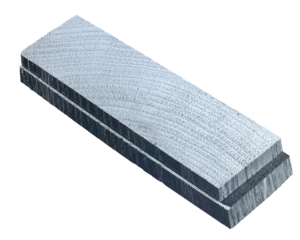
White Oak Sample
Differences between Wood Species:
Some species such as Oak, Beech and Hickory shrink more than Teak, Mesquite and Cedar. To find the shrinkage factors for different wood species, check the Internet and type: “Shrinkage Factor … ” (followed by the wood species).
Click to see a larger image and an explanation of shrinkage for white oak.
 What makes wood so special is that every board has a different design made by growth rings. However, the different orientation of the growth rings causes wood to shrink and warp unpredictably – often to the dismay of the woodworker, cabinet maker or floor installer.
What makes wood so special is that every board has a different design made by growth rings. However, the different orientation of the growth rings causes wood to shrink and warp unpredictably – often to the dismay of the woodworker, cabinet maker or floor installer.
Orientation of Wood Grain (Growth Rings): Boards with similar wood grain show similar shrinking and warping tendencies. Otherwise, every board moves different and, in most cases, unpredictably. The orientation of the growth rings determines the amount of shrinking.
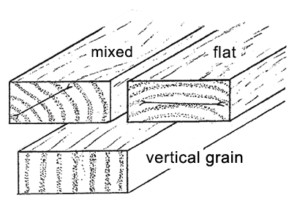 Most shrinkage occurs in the direction of the growth rings – flat grain (white oak sample shown right). Minimal shrinkage occurs across the growth rings – vertical grain or quarter-sawn. Usually, boards have mixed grain.
Most shrinkage occurs in the direction of the growth rings – flat grain (white oak sample shown right). Minimal shrinkage occurs across the growth rings – vertical grain or quarter-sawn. Usually, boards have mixed grain.
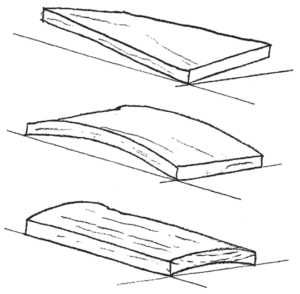
The different shrinkage factors within a board cause warping by pulling the edges and sides of a board in different directions. Cupping, crowning, bowing and twisting occurs or a combination of all four.
Old Growth Lumber versus New Growth: Most lumber available today is second growth from smaller younger trees. Old growth lumber characteristically has tighter growth rings, more evenly spaced and therefore more stable. The second growth lumber with more space between the growth rings is like a sponge, absorbing and loosing moisture faster.
This is one of the reasons why today more people working with wood are using moisture meters to prevent problems such as loose joints, cupped floors, cracked tabletops, foggy finishes.
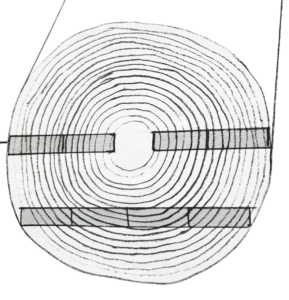
Perfect Boards: Vertical grain or quarter-sawn boards have straight growth rings parallel to their edges. When changes in moisture content occur, these boards swell and shrink the least and do not warp.
Even if trees would grow perfectly straight, only a small number of quarter-sawn boards can be cut out of a tree. That makes those perfect boards rare and expensive.
Drying: Shrinking, warping and twisting of lumber cannot be avoided during lumber drying. The most careful drying process cannot eliminate these deformations. Once rough sawn lumber has been dried, it will go through the planer to be made into a flat board. If no more changes in moisture content occur the board will remain flat.
Uneven Drying: All of the above-described deformations are more severe, when only part of the board changes its moisture content. For instance, if a floor is not dried-out sufficiently, the part of the boards facing the room will dry out faster than the underside facing the subfloor. As a result, the floor cups. For more info see The Challenge of Hardwood Floors.
The same can happen when a not-so-dry board is laying overnight on a workbench. During the night the side facing the air is drying out and shrinking. The side facing the workbench is not drying. As a result, the board has cupped and can be moved like a teeter-totter. Even after both sides of the board have dried out, the board may not be completely flat and may need to be planed again.
Drying lumber: Moisture distribution within the board and humidity/temperature of the surrounding air are key factors. If the EMC of the surrounding air is the same as the core moisture of the board, no drying occurs. If the difference between the EMC of the surrounding air and core moisture is too big, lumber will degrade, even in a dry kiln. See EMC chart for kiln drying.
The first critical moisture content in the drying process is the fiber saturation point at 25-30%. Below fiber saturation point the water within the cell walls evaporates and the wood starts shrinking. Drying defects can occur.
What can be done to minimize warping and twisting?
Use dry lumber and keep the environment between 35-50% relative humidity.
In addition, the woodworker can select boards and assemble projects by placing boards with reverse growth rings adjacent to each other to counteract the shrinking tendency of the boards. For more see Helpful Hints.